


































做制药工程这么多年,我最怕听到的一个词就是“停机验证”。对于药企来说,净化系统的稳定性直接关系到能不能过 GMP 认证,而维护效率则决定了产线的盈利能力。今天不聊枯燥的规范条文,我们从工程实战的角度,拆解一下 A、B、C、D 四个等级的洁净区到底该怎么配置设备,以及如何通过设计手段缩减验证时间。
GMP 等级背后的硬性数据
在制药车间,等级划分不是拍脑袋定的,而是根据药品暴露的风险程度来划分的。核心结论是:A级保核心,B级保背景,C/D级控大环境。
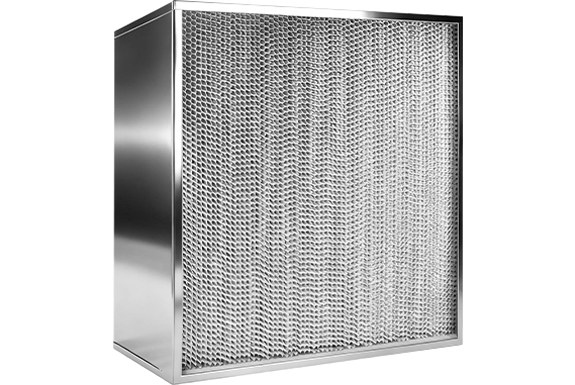
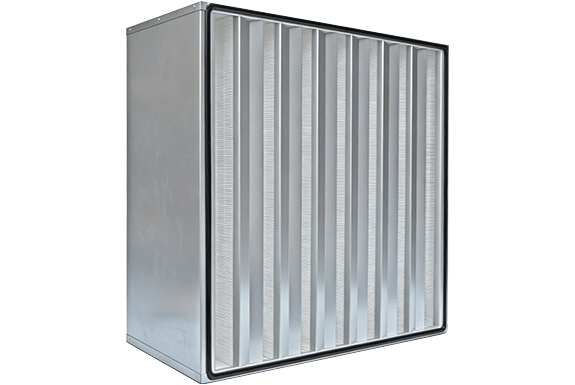
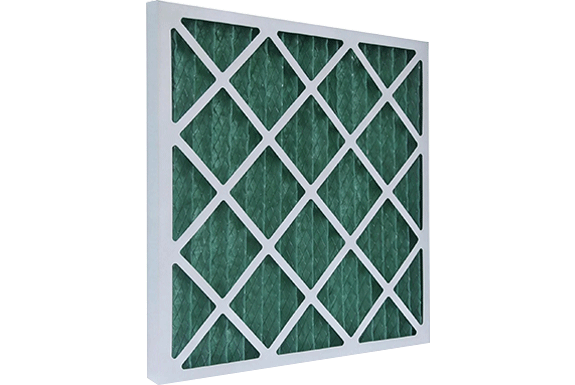
A级(核心区):比如灌装封口处。这里必须是单向流(层流),平均风速要稳在 0.36-0.54m/s。过滤末端建议直接上 U15 等级的 ULPA 过滤器,确保每一个气流采样点都没有活生物粒子。
B级(背景区):它是 A 级的“护城河”。虽然不像 A 级那样要求垂直单向流,但换气次数绝对不能低于 40 次/h,过滤级别一般选用 H14 级。
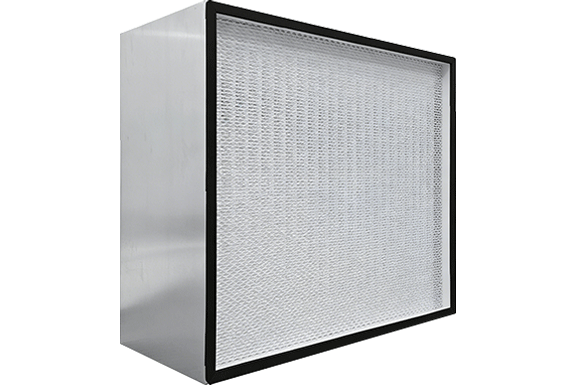
C级(万级):主要针对非最终灭菌药品的配制。换气次数在 20 次/h 以上,配置 H13 或 H14 高效过滤器即可。
D级(十万级):属于基础洁净区。换气次数建议 ≥15 次/h,同样使用 H13 级过滤器。

压差:防止交叉污染的“第一道防线”
在 GMP 验证中,压差检测是重头戏。为了保证气流是从高洁净区流向低洁净区,A/B 区对 C 区必须维持 ≥10Pa 的正压,而 C 区对 D 区则要保持 ≥5Pa 的压差。很多老旧车间改造时,压差拉不开,往往是因为末端过滤器的阻力不均衡或者是系统气密性出了问题。

DOP 检漏:药企最头疼的环节
如果你问一个药企的维护主管,哪项工作最繁琐?大概率是过滤器的 DOP/PAO 检漏。按照要求,A/B 级区的过滤器通常每 6 个月就要做一次检漏,C/D 级区最长也不能超过 12 个月。如果检测到泄漏率 >0.01%,这台过滤器就得报废更换。
传统的检漏方式非常痛苦:检测人员需要爬上天花板,拆开风口面板,手动喷烟采样。这不仅费时费力,还容易对洁净室造成二次污染。
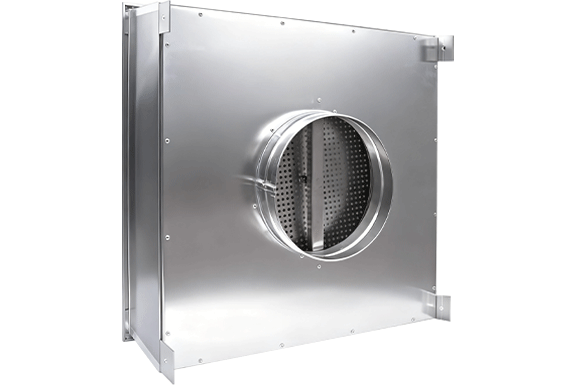
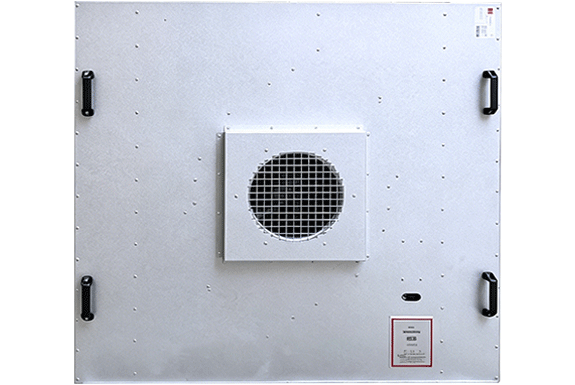
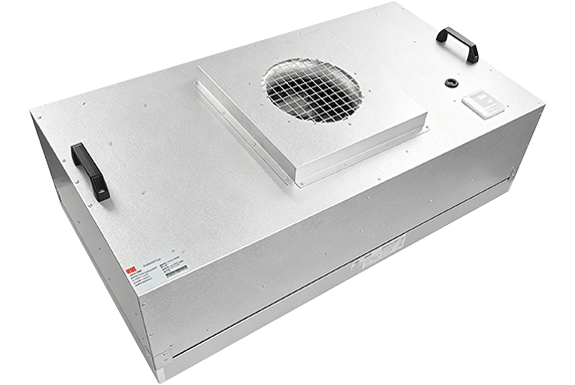
针对这个痛点,我们在近几年的药企改造项目中,大量推行了 KLC 的 DOP 检测口型送风口。这种送风口的巧妙之处在于,它在箱体上预留了烟雾上游采样接口和浓度测试点。这意味着技术人员可以直接在室内通过风口下方的接口完成全部检漏操作,无需拆卸面板,也不用钻进技术夹层。实测数据表明,这种“原位检漏”方案能缩减 70% 以上的验证停机时间,对于追求生产排期的药企来说,这简直是救命的效率提升。

气流组织与死角控制
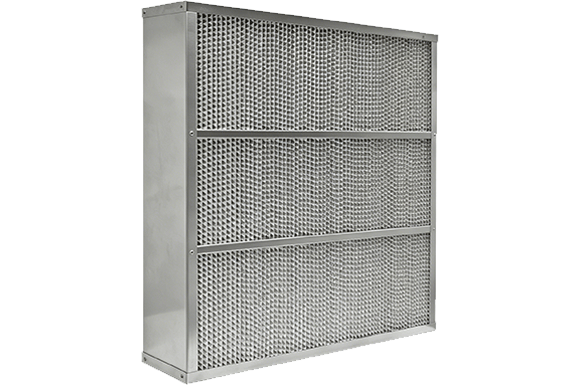
在 B 级背景区和 C/D 级区,气流组织通常是乱序的(非单向流)。工程上最忌讳的是出现“死角”,也就是空气流速极低、容易积聚微生物的区域。
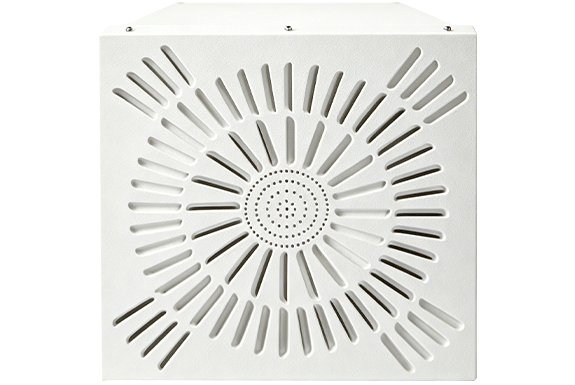
在设计中,我们强调风口的布局要均匀。KLC 的高效送风口采用计算机流体仿真(CFD)优化过的扩散板,能让气流在进入室内后迅速扩散,提高空气的自净效率。尤其是在一些结构复杂的改造项目中,这种精准的扩散效果能有效避免因局部空气停滞而导致的浮游菌超标。
改造建议:如何做到“一次性过审”?
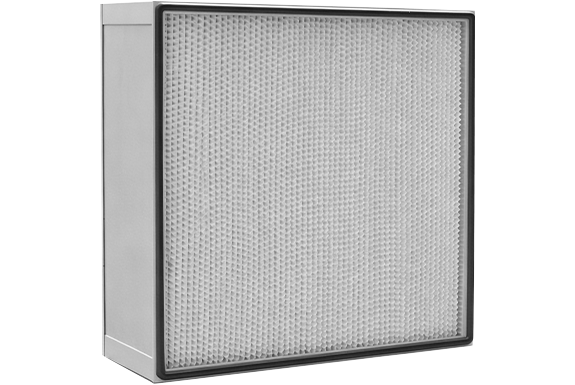
1. 选型一步到位:不要为了省几十块钱选择那些材质单薄的箱体。药企经常使用过氧化氢(VHP)空间灭菌,如果送风口箱体涂层不耐腐蚀,几年后就会锈迹斑斑。KLC 的不锈钢或优质喷涂系列是经过多家大厂 VHP 测试的稳定选择。
2. 注重验证便利性:哪怕现在的预算紧,也建议在核心区预埋带 DOP 接口的风口。未来的维护人工成本只会越来越贵。
3. 关注密封胶品质:高效过滤器的液槽胶必须性质稳定,不能在长期的正压和微震动环境下开裂,否则 0.01% 的泄漏率红线分分钟把你拦在认证门外。
最后我想说,GMP 车间的净化工程不是买几个风口、挂几台过滤器那么简单。它是一套完整的验证体系。选择 KLC 这种有成熟药企服务经验的品牌,不仅是买产品,更是买一份“不挂科”的保险。希望大家在下次的认证审计中,都能轻松拿高分。










